







SMT工藝文件之回流篇
發布時間2022-04-27 11:10:57
上次說到了SMT的貼片工藝,這次說下一道工序——回流。回流這道工序我們需要用到回焊爐這個設備,我接觸的比較多的是Heller和勁拓的兩個型號。回焊爐的工作原理是:把貼片元件安裝好的線路板送入SMT回流焊焊膛內,經過高溫把用來焊接貼片元件的錫膏通過高溫熱風形成回流溫度變化的工藝熔融,讓貼片元件與線路板上的焊盤結合,然后冷卻在一起。下面介紹下其工藝流程:
回流工序
1、回流焊爐溫
1)回焊爐設備參數: 鏈速:80-90cm/Min 抽風:10-50m/s 軌道:PCB與軌道邊保持距離0.5-1.0MM。2)測溫板制作要求:使用實物板PCBA測量,貼片板測試點至少選擇兩點以上,選擇的測試點應包括PCB上主IC(BGA),三極管,Resistance chips等零件。
3)爐溫控制:早晚班每天各1次測溫。
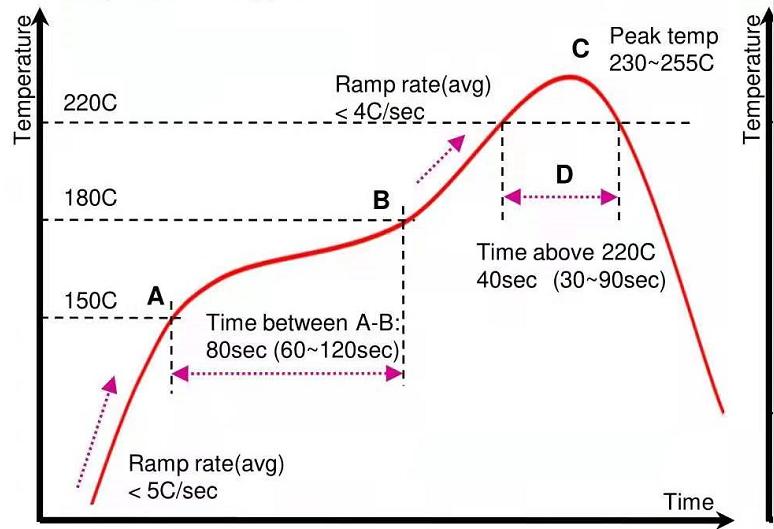
4)爐溫曲線示意圖:
SMT工藝文件之回流篇
2、 回流焊工序生產要求
1) 爐膛內部不可有異物,傳送帶在運輸中正常保證無擠壓、受卡現象,保證鏈條與各鏈輪咬合良好無脫軌現象,以及各個滾筒軸承的潤滑情況,如發現異常時立即按下急停按鈕防止設備受損。2)設備上計算機只供本機使用嚴禁他用。嚴禁隨意刪改計算機所配置的數據文件、系統文件、批處理文件以免計算機系統混亂。未經允許不得用任何移動存儲設備與計算機通信。
3)根據PCB板尺寸緩慢的調整導軌寬窄,機器必須保持平穩不得傾斜或有不穩定的現象,運行時除電路板和測溫設備外嚴禁將其他物品放入爐膛內。
4)測溫設備不能長時間處于高溫狀態每次測溫結束后將測溫設備迅速從爐腔中抽出避免變形,遇到個別溫區停止加熱的情況應先檢查對應的保險管,操作時注意高溫避免燙傷,在冷卻模式過程中打開爐體檢查爐腔內是否有異物檢查完畢關閉爐體。
3、 回流焊工序作業步驟
1)將電源開關打到“ON”處,計算機直接啟動至WINDOWS操作畫面,把“START”按鈕按亮啟動機器。(注意:這時不允許碰到或重按“START”鍵,否則有引起硬盤損壞的可能),在WINDOWS操作畫面 雙擊桌面運行操作軟件“JTR Series”圖標,進入選擇爐溫程序 ,開機后機器進入預熱階段,該過程持續時間約為20~30分鐘,待溫度達到規定要求時,方可進行回流焊接。2)軌道寬度調節。旋轉軌道寬窄調節開關,根據不同的基板大小調整好導軌寬度,不可過緊或是過松;調節寬度時可以配合調速器旋鈕來進行調節,逆時針為減速,順時針為增速方向。開始調節時,可采用較快的速度,當寬度接近基板寬度時,采用較低速進行精度調節,確認爐子進口、出口的軌道寬度是否一致。
3)以上檢測合格后,經過回流焊焊接的首個產品,應由操作工本人對產品進行自檢,檢驗有無變色、變形、焊點是否良好、偏移、短路的不良現象,然后交由檢驗員進行首件確認檢驗,檢驗合格后才可以批量生產。
4)機器發生卡板等故障時。如果有板卡在爐子中間,先按下緊急停止開關,再把爐膛蓋子打開,戴上防高溫手套把板拿出來(小心不能碰到板上的零件),待排除故障后方可開機,如錫膏未完全熔化,要待板子降溫后重新過爐,并確認焊接效果。
5)當停止生產需要關機時,點擊文件下退出按鈕時,會自動彈出畫面,此時選“是”進入冷卻操作模式,此時設備關閉加熱源,風機馬達會繼續工作大約30分鐘。待系統冷卻后,熱風馬達自動關閉,控制系統自動關閉退到操作系統桌面。關閉WINDOWS系統,將電源開關置于OFF狀態。(注意:在此期間電腦未提示可以安全關閉電源前不可以關閉電源開關,否則會造成硬盤的損壞。)
4、 回流焊工序作業注意事項
1)爐前放板與爐后接板時,手禁止伸入爐內,以防手被鏈條夾傷。2)操作時應注意高溫,避免燙傷。
3)操作員不可隨意設置回流焊的溫區及速度。
4)當出現機器事故時,操作員必須保持現場供設備員分析,不得私自處理。
5) 取放料或取放板時必須作好防靜電措施。
本次回流工序分享結束,希望能給大家帶來一定的幫助,有問題歡迎大家一起探討,一起進步成長!